การแก้ไข ALARM Z70 Abs posn base set incomplete 0001 (Axis name) Mitsubishi cnc contyroller
ว่าด้วย ALARM Z70 มีหลายข้อจากตำราจนมึนไปหมด
แต่หลักใหญ่ใจความก็คือหลังจากแก้ไขเรื่องอื่นๆสุดท้ายเราต้องมาทำการ Set ZERO RETURN ให้เขาใหม่ และการ Setup แก้ไขด้วยตัวท่านเองผมกำลังจะเปิดเผยขั้นตอนโดยละเอียดให้ท่านได้ติดตาม แต่คำว่าละเอียดบางทีเขียนไปเขียนมาอาจจะงง แต่ผมจะพยายามเขียนให้เข้าใจง่ายๆ แต่อาจจะเขียนไม่จบในคราวเดียวนะครับ แล้วแต่เวลาและอารมย์ ด้านล่างเป็น Alarm Z70 ที่ได้มาจากตำรานะครับ เดี่ยวผมจะแปลเป็นไทย ใช้ภาษาช่างท้องถื่นในการเขียน ( บ้านผมเรียกช่างบ้านนอก )
Z70 Abs posn base set incomplete 0001 (Axis name)
Details Zero point initialization is incomplete. Otherwise, the spindle was removed. Remedy Complete zero point initialization. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Required
Z70 Absolute position lost 0002 (Axis name)
Details The absolute position basic point data saved in the NC has been damaged. Remedy Set the parameters. If the basic point data is not restored by setting the parameters, perform zero point initialization. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: (Required)
Z70 Abs posn param changed 0003 (Axis name)
Details Any of the parameters for absolute position detection has been changed. #1003 iunit #1016 iout #1017 rot #1018 ccw #1040 M_inch #2049 type #2201 PC1 #2202 PC2 #2218 PIT #2219 RNG1 #2220 RNG2 #2225 MTYP Remedy Correct the parameter settings. Then turn the power ON again and perform zero point initialization. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Required
Z70 Abs posn initial set illegal 0004 (Axis name)
Details The zero point initialization point is not at the grid position. Remedy Perform the zero point initialization again. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Required
Z70 Abs posn param restored 0005 (Axis name)
Details The data has been restored by inputting the parameters during the alarm No.0002. Remedy Turn the power ON again to start the operation. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Not required
Z70 Abs data error 0006
Details Deviation of the servo axis with scale when the power is OFF exceeds the set value in "#2051 check (Check)". Remedy Search for the factor which led the deviation of the servo axis at the power OFF. - Zero point initialization: Not required - Alarm reset when power is turned OFF: - - Servo alarm No.: - Z70 Abs posn data lost 0080 (Axis name) Details The absolute position data has been lost. An error of the multi-rotation counter data in the detector and so on may be the cause. Remedy Replace the detector and complete zero point initialization. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Required - Servo alarm No.: (9E)etc.
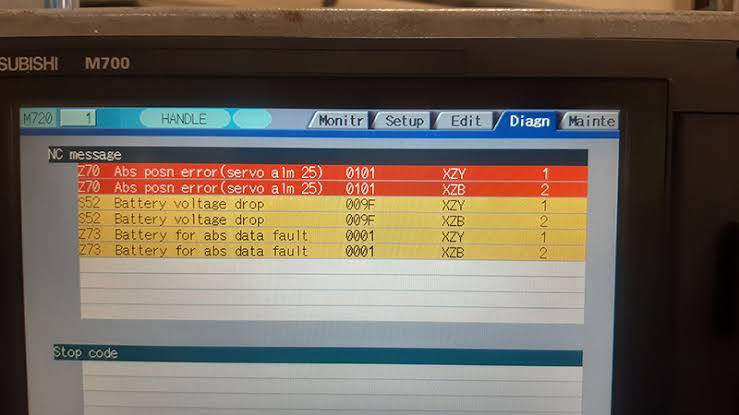
Z70 Abs posn error(servo alm 25) 0101 (Axis name)
Details The servo alarm No. 25 was displayed and the power was turned ON again. Remedy Perform zero point initialization again. (Note) To release alarm "Z70 Abs data error", enter the parameter data output when establishing the absolute position and turn ON the power again. For the rotary axis, however, the alarm cannot be released by entering the parameter data. - Zero point initialization: Required - Servo alarm No.: -25 I Alarms 6. Absolute Position Detection System Alarms (Z7*) I - 41
Z70 Abs posn error(servo alm E3) 0106 (Axis name)
Details The servo alarm No. E3 was displayed and the power was turned ON again. Remedy Perform zero point initialization a
ALARM Z70 Abs posn base set incomplete 0001
หลายๆท่านคงเคยเจอปัญหาตัวนี้มาบ้างแล้ว กับอาการ Alarm Z70 Abs posn base set incomplete 0001
สาเหตุที่เจอบ่อยจะมาจากหัวข้อเหล่านี้ ไม่น่าจะเกินนี้ตามประสปการณ์ของคนเขียนที่รับงานซ่อม CNC MITSUBISHI มานาน
1. Battery backup ABS. Encoder หมดเกลี้ยง อันนี้จะเจอกันบ่อยครับ เนื่องจาก battery หมดเกลี้ยงหรือแรงดันต่ำ ถ้า bettery คุณภาพดีๆจะใช้ได้ประมาณ 1-2ปี


ถ้า battery คุณภาพไม่ดีก็จะอยู่ได้ไม่นาน หรือประมาณ battery ปลอมนั้นเอง แต่ก็บอกยากว่าอันไหนแท้อันไหนปลอมดูยาก เดี่ยวนี้หาซื้อง่ายมีขายทั่วไป ในลาซาด้า ใน shoppe ก็มีขาย อันนี้ก็เสี่ยงเอานะครับ ผมก็แยกไม่ออกอันไหนดี อันไหนไม่ดี เพราะเทคโนโลยีการปลอมสมัยนี้ดูออกยากจริงๆ
แต่จะไปโทษ battery ไม่ดีอย่างเดียวก็ไม่ได้ บ่อยครั้งที่เจอปัญหามาจาก encoder เสื่อมสภาพกินกระแสมากกว่าปกติ ทำให้ดึงพลังงานจาก battery มากกว่าเดิม ทำให้ battery แท้ battery ดีๆหมดเร็วได้เช่นกัน ส่วนใหญ่จะเจอกับเครื่องอายุการใช้งาน 10ปีขึ้นไป หลายๆคนเคยบ่นกับผมไปว่าเพิ่งเปลี่ยน bat ยังไม่ถึง 2 เดือนเลยช่างหมดแล้ว แบบนี้ส่วนใหญ่จบด้วยการเปลี่ยนสาย encoder และตัว encoder ท้าย motor ก็จบครับเพราะอุปกรณ์ที่ดึง battery ไปใช้งานมันเสียเองครับ
https://www.cncbackup.com/category/36/mitsubishi-cnc-controller/mitsubishi-encoder
กรณีนี้มักจะเจอกับเครื่องที่มีอายุเกิน 10 ปี ขึ้นไปเมื่ออุปกรณ์เริ่มเสื่อมสภาพ มีลูกค้าหลายคนถามผมบ่อยว่าตอนซื้อเครื่องมาใหม่ๆทำไม battery มันอยู่ได้นาน แต่ทำไมเดี่ยวนี้ใส่ไปไม่นานก็หมด ก็ด้วยสาเหตุที่กล่าวมาข้างต้น
อีกสาเหตุนึงที่เจอ จะเจอว่าสายไฟฟ้าที่เอามาทำสายสัญญาณ encoder มักจะมีคุณภาพต่ำ ทองแดงบริสุทธิ์น้อย ทำให้กระแสไฟฟ้าเดินไม่สะดวก ทำให้แรงดันไปตกล่อมที่สายสัญญาณมากเกินไป อันนี้จำเป็นต้องเปลี่ยนสายไฟฟ้าใหม่นะครับ
https://www.cncbackup.com/product/502/mitsubishi-cnv2e-8p-9p-8m-encoder-cable-for-cnc-machine
อีกสาเหตุคือ ขั้วต่อสายมีความชื้น กระแสไฟฟ้าเดินทางไม่สะดวก หน้าสัมผัสขั้วต่อสายสกปรก อาการนี้มักจะเจอกับ motor แกน X เพราะถ้าเป็นเครื่องจักร cnc matching center แกน X มักจะอยู่ใต้ cover และเสี่ยงกับน้ำลงไปโดน motor ทำให้ขั้วต่อพลอยโดนไปด้วย นานวันเข้าก็เกิดความชื้นและมาสนิมเขียว อันนี้ต้องคอยตรวจสอบเอาเองนะครับ
อีกเรื่องคือ สาย encoder ขาดใน โดยเฉพาะสายที่เป็นไฟจาก battery ไปเลี้ยง encoder หากไฟไปไม่ถึงเวลาปิดเครื่องก็จะไม่มีไฟไปเลี้ยงทำให้ alarm Z70 ได้เหมือนกัน โดยเฉพาะแกน X ในเครื่อง machining center ที่สายไฟชุดนี้วิ่งในรางกระดูงูมักจะมีปัญหาแบบนี้มากกว่าแกนอื่นๆ เนื่องจากแกนอื่นๆสายไฟฟ้าไม่ได้เคลื่อนที่
และอีกปัญหานึงที่มองข้ามไม่ได้เลยคือ หนูกัดสาย ปัญหาโลกแตก ตราบใดที่ในโลกนึ้ยังมีหนูก็คงหลีกหนีไม่พ้น
ทุกวันนี้ผมเองก็ต้องขอบใจหนูที่มีงานให้ผมทำ แต่เจ้าของเครื่องจักรคงไม่ชอบใจนัก
ผมมักจะเจอว่าโรงงานที่มีหนู บางครั้งเกิดจากพนักงานชอบเอาอาหารไปกินในโรงงาน และทิ้งเศษอาการลงในถังขยะ พอเวลากลางคืนปลอดคนหน่อย เขาก็ไปคุ้ยหาขยะเศษอาการมากิน และเอาไปซุกกินในตู้ไฟฟ้า และก็ดันไปกัดสายไฟฟ้าเข้าให้ด้วย งานนี้เลยบรรเทิงครับ เสียเงินโดยใช่เหตุ ลูกน้องไม่เดือดร้อน เต็มที่ก็ถูกบ่นถูกด่า แต่เจ้าของเครื่องจักรเสียเงินสิครับจะรออะไรถ้าซ่อมเองไม่เป็น
เล่าถึงปัญหาและแนวทางมาพอสมควรแล้ว มาเข้าเรื่องการแก้ปัญหากันบ้าง ขั้นตอนก็พอสมควร อันนี้มาเปิดเผยให้เจ้าของเครื่องจักรได้ลดค่าใช้จ่ายลงบ้าง บางครั้งเรื่องง่ายก็ทำเองได้ แต่ถ้ายากๆต้องเรียกช่าง หรือทีมงานผมได้ครับ
เริ่มต้นกันเลยครับ
ก่อนอื่นต้องเตรียมทุกอย่างให้พร้อมก่อนนะครับครับ
1.หาก encoder เสียต้องทำการเปลี่ยน encoder ให้เรียบร้อย
2.หาก battery หมดหรือแรงดันต่ำก็ให้เปลี่ยนให้เรียบร้อย แต่แนะนำว่าเปลี่ยนไปเลยครับ เปลี่ยนแล้วลงรายงานเอาไว้ว่าเปลี่ยนวันที่เท่าไหร่ และกำหนดอีกครั้งคือครบ 1 ปี จะเหลือหรือไม่เมื่อครบกำหนดก็เปลี่ยนไปเลยนะครับ
หากสาย encoder ไม่ดีก็เปลี่ยนไปเลยนะครับ ไม่ต้องเสียดาย โดยปกติปัญหาจะเกิดกับแกน X หรือแดนที่สาย encoder วิ่งไปมาในกระดูกงู มักเสียบ่อย









